



01 Шта језаварени спој
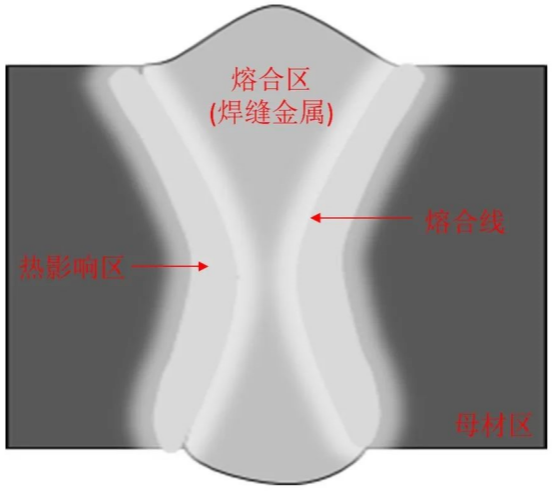
Заварени спој се односи на спој где су два или више радних предмета повезана заваривањем. Заварени спој фузионог заваривања настаје локалним загревањем из извора топлоте високе температуре. Заварени спој се састоји од зоне фузије (зоне завара), линије фузије, зоне утицаја топлоте и зоне основног метала, као што је приказано на слици.
02 Шта је чеоно спој
Уобичајено коришћена структура заваривања је спој где су два међусобно повезана дела заварена у истој равни или луку на средњој равни споја. Карактеристика је равномерно загревање, равномерна сила и лакоћа обезбеђивања квалитета заваривања.
03 Шта јежлеб за заваривање
Да би се осигурала пенетрација и квалитет заварених спојева и смањила деформација заваривања, спојеви заварених делова се генерално претходно обрађују у различите облике пре заваривања. Различити жлебови за заваривање су погодни за различите методе заваривања и дебљине завара. Уобичајени облици жлебова укључују: I-облик, V-облик, U-облик, једнострани V-облик итд., као што је приказано на слици.
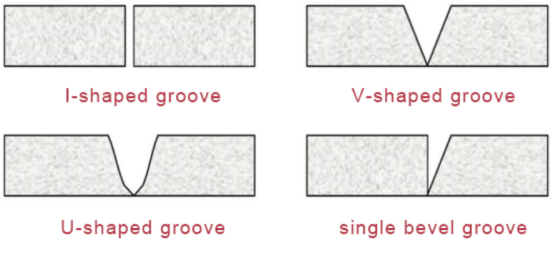
Уобичајени облици жлебова код чеоних спојева
04 Утицај облика жлеба чеоног споја наЛасерско заваривање композитних материјала
Како се дебљина завареног радног предмета повећава, постизање једностраног заваривања и двостраног обликовања плоча средње дебљине (снага ласера <10 kW) често постаје сложеније. Обично је потребно усвојити различите стратегије заваривања, као што је пројектовање одговарајућих облика жлебова или резервисање одређених размака за спајање, како би се постигло заваривање плоча средње дебљине. Међутим, у стварном производном заваривању, резервисање размака за спајање ће повећати тежину заваривања. Стога, дизајн жлеба постаје кључан током процеса заваривања. Ако дизајн жлеба није разуман, стабилност и ефикасност заваривања ће бити негативно погођене, а такође се повећава и ризик од дефеката при заваривању.
(1) Облик жлеба директно утиче на квалитет завареног шава. Одговарајући дизајн жлеба може осигурати да је метал жице за заваривање потпуно испуњен у завареном шаву, смањујући појаву дефеката заваривања.
(2) Геометријски облик жлеба утиче на начин преноса топлоте, што може боље усмерити топлоту, постићи равномерније загревање и хлађење и помоћи у избегавању термичке деформације и заосталог напрезања.
(3) Облик жлеба ће утицати на морфологију попречног пресека завареног шава и довешће до тога да морфологија попречног пресека завареног шава буде више у складу са специфичним захтевима, као што су дубина и ширина продирања завара.
(4) Одговарајући облик жлеба може побољшати стабилност заваривања и смањити нестабилне појаве током процеса заваривања, као што су прскање и дефекти подкопавања.
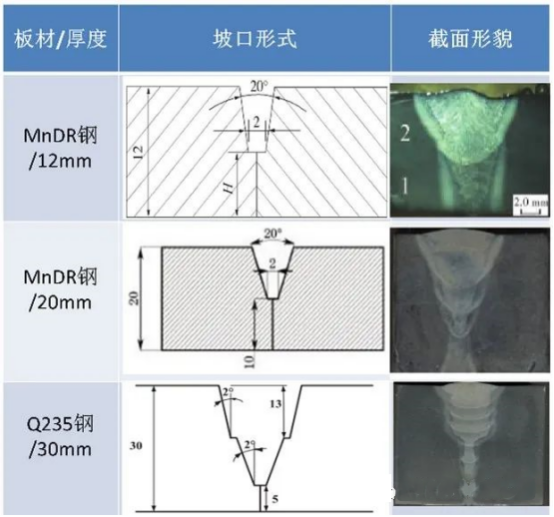
Као што је приказано на слици 3, истраживачи су открили да коришћење ласерског композитног заваривања (снага ласера 4kW) може попунити жлеб у два слоја и два пролаза, ефикасно побољшавајући ефикасност заваривања; Заваривање MnDR-а без дефеката дебљине 20 мм постигнуто је коришћењем трослојног ласерског композитног заваривања (снага ласера 6kW); Ласерско композитно заваривање је коришћено за заваривање нискоугљеничног челика дебљине 30 мм у више слојева и пролаза, а морфологија попречног пресека завареног споја је била стабилна и добра. Поред тога, истраживачи су открили да ширина правоугаоних жлебова и угао жлебова у облику слова Y имају значајан утицај на ефекат просторног ограничења. Када је ширина правоугаоног жлеба≤4 мм, а угао жлеба у облику слова Y је≤60 °, морфологија попречног пресека завара показује централне пукотине и зарезе на бочним зидовима, као што је приказано на слици.
Утицај облика жлеба на морфологију попречног пресека завара
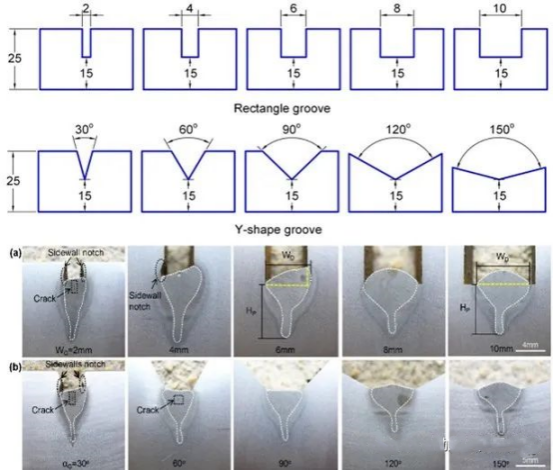
Утицај ширине и угла жлеба на морфологију попречног пресека завара
05 Резиме
Избор облика жлеба мора свеобухватно узети у обзир захтеве задатка заваривања, карактеристике материјала и карактеристике процеса ласерског лучног композитног заваривања. Правилан дизајн жлеба може побољшати ефикасност заваривања и смањити ризик од дефеката при заваривању. Стога је избор и дизајн облика жлеба кључни фактор пре ласерског лучног композитног заваривања средњих и дебљих плоча.
Време објаве: 08.11.2023.











