



Принцип, врсте и применеласерско чишћењетехнологија
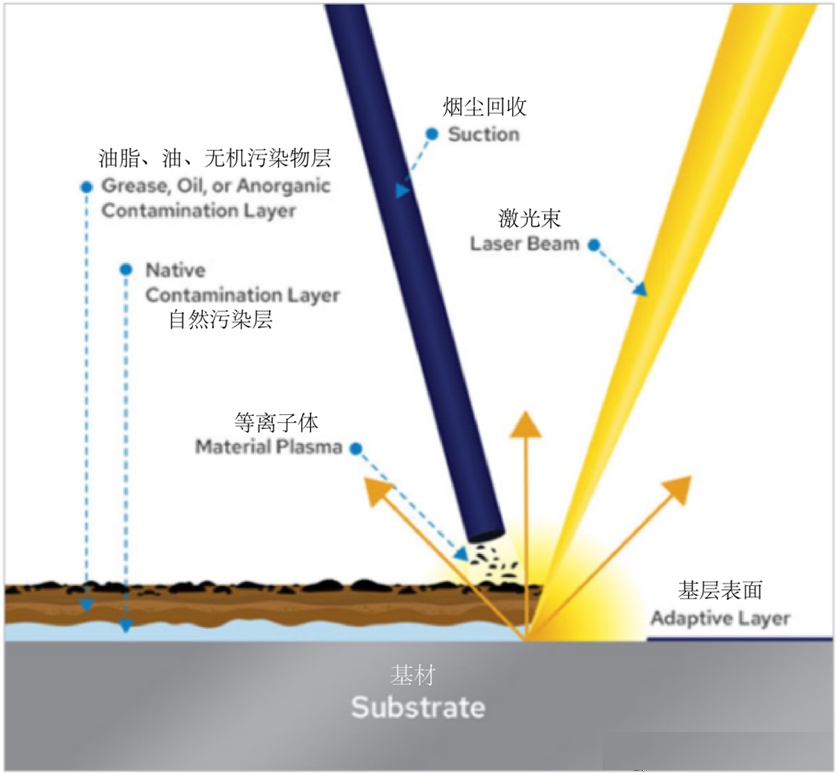
Технологија ласерског чишћења је успешна примена ласерске технологије у области инжењерства. Њен основни принцип је коришћење високе густине енергије ласера за интеракцију са загађивачима који се лепе за подлогу радног предмета, узрокујући њихово одвајање од подлоге у облику тренутног термичког ширења, топљења и испаравања гаса. Технологија ласерског чишћења карактерише се високом ефикасношћу, еколошком прихватљивошћу и уштедом енергије. Успешно је примењена у областима као што су чишћење калупа за гуме, уклањање боје са каросерије авиона и рестаурација културних реликвија.
Традиционалне технологије чишћења укључујумеханичко чишћење трењем(чишћење песком, чишћење млазом воде под високим притиском, итд.), хемијско чишћење од корозије, ултразвучно чишћење, чишћење сувим ледом, итд. Ове технологије чишћења се широко користе у разним индустријама. На пример, чишћење песком може уклонити мрље од рђе на металу, неравнине на металним површинама и трослојни лак на штампаним плочама одабиром абразива различите тврдоће. Технологија хемијског чишћења од корозије се широко користи у чишћењу мрља од уља на површинама опреме, каменца у котловима и нафтоводима. Иако су ове технологије чишћења добро развијене, оне и даље имају неке проблеме. На пример, чишћење песком може лако оштетити третирану површину, а хемијско чишћење од корозије може изазвати загађење животне средине и корозију очишћене површине ако се не рукује правилно. Појава технологије ласерског чишћења представља револуцију у технологији чишћења. Она користи високу густину енергије, високу прецизност и ефикасан пренос ласерске енергије и има очигледне предности у односу на традиционалне технологије чишћења у погледу ефикасности чишћења, прецизности чишћења и локације чишћења. Може ефикасно избећи загађење животне средине изазвано хемијским чишћењем од корозије и другим технологијама чишћења, и неће оштетити подлогу.
Шта је, дакле, ласерско чишћење? Ласерско чишћење је процес у коме се ласерски сноп користи за уклањање материјала са површине чврсте материје (или понекад течности). При ниском ласерском флуксу, материјал се загрева апсорбованом ласерском енергијом и испарава или сублимира. При високом ласерском флуксу, материјал се обично претвара у плазму. Обично се ласерско чишћење односи на уклањање материјала помоћу пулсирајућих ласера, али ако је интензитет ласера довољно висок, може се користити континуирани ласерски сноп за аблацију материјала. Ексимерски ласер дубоког ултраљубичастог светла се углавном користи за оптичку аблацију. Таласна дужина ласера која се користи за оптичку аблацију је приближно 200 нм. Дубина апсорпције ласерске енергије и количина материјала уклоњеног једним ласерским импулсом зависе од оптичких својстава материјала, као и од таласне дужине ласера и дужине импулса. Укупна маса аблатирана са мете сваким ласерским импулсом обично се назива брзина аблације. Брзина скенирања ласерског снопа и покривеност линије скенирања итд. значајно ће утицати на процес аблације.
Врсте технологије ласерског чишћења
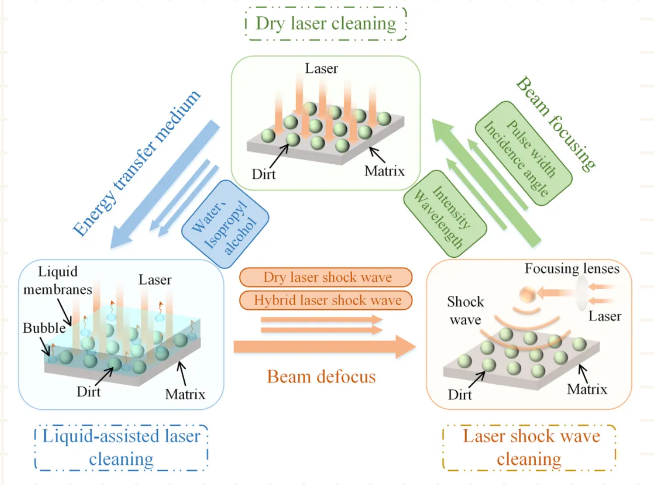
1) Хемијско чишћење ласером: Хемијско чишћење ласером односи се на директно зрачење предмета за чишћење импулсним ласером, што узрокује да база или површински загађивачи апсорбују енергију и повећавају температуру, што резултира термичким ширењем или термалним вибрацијама базе, чиме се те две ствари раздвајају. Ова метода се може грубо поделити на две ситуације: једна је да површински загађивачи апсорбују ласерску енергију и шире се; друга је да база апсорбује ласерску енергију и генерише термалне вибрације. Године 1969, С. М. Бедер и др. су открили да различите методе површинске обраде, као што су термичка обрада, хемијска корозија и чишћење песком, имају различите недостатке. Истовремено, висока густина енергије након фокусирања ласера може омогућити феномен испаравања површине материјала, што омогућава недеструктивно чишћење површине материјала. Експериментима је утврђено да се употребом рубинског Q-прекидачког ласера са густином снаге од 30 MW/cm2 може постићи чишћење површинских загађивача силицијумског материјала без оштећења базе, и по први пут је остварено ласерско хемијско чишћење површинских загађивача материјала. Укупна брзина може се изразити брзином одвајања фрагмената филмског слоја, на следећи начин:
У формули, ε представља индекс енергије ласерског импулса, h представља индекс дебљине слоја филма загађивача, а E представља индекс модула еластичности слоја филма.
2) Ласерско мокро чишћење: Пре него што се радни предмет који се чисти изложи импулсном ласеру, на површину се наноси течни филм за претходни премаз. Под дејством ласера, температура течног филма брзо расте и он испарава. У тренутку испаравања, генерише се ударни талас, који делује на честице загађивача и узрокује њихово одвајање од подлоге. Ова метода захтева да подлога и течни филм не реагују једни са другима, чиме се ограничава распон применљивих материјала. Године 1991, К. Имен и др. су се бавили проблемом заосталих субмикронских честица загађивача на површинама полупроводничких плочица и металних материјала након што су коришћене традиционалне методе чишћења и проучавали су наношење филма на површину материјала подлоге који може ефикасно да апсорбује ласерску енергију. Након тога, коришћењем CO2 ласера, филм је апсорбовао ласерску енергију, брзо се загрејао и прокључао, генеришући експлозивно испаравање, што је уклонило загађиваче са површине подлоге. Ова метода чишћења се назива ласерско мокро чишћење.
3) Чишћење ласерским плазма ударним таласом: Ласерски плазма ударни таласи настају када ласер зрачи ваздушни медијум и изазива формирање сферног плазма ударног таласа. Ударни талас делује на површину радног предмета који се чисти и ослобађа енергију за уклањање загађивача. Ласер не делује на подлогу, па стога не оштећује подлогу. Технологија чишћења ласерским плазма ударним таласом сада може да чисти честице пречника од неколико десетина нанометара, и не постоје ограничења у погледу таласне дужине ласера. Физички принцип плазма чишћења може се сумирати на следећи начин: а) Ласерски зрак који емитује ласер апсорбује слој контаминације на третираној површини. б) Велика количина апсорпције формира брзо ширећу плазму (високо јонизовани нестабилни гас) и генерише ударни талас. ц) Ударни талас узрокује фрагментацију и уклањање загађивача. д) Ширина импулса светлосног импулса мора бити довољно кратка да би се избегла топлотна акумулација која би могла оштетити третирану површину. е) Експерименти су показали да када на површини метала постоје оксиди, на површини метала се генерише плазма. Плазма се генерише само када густина енергије пређе праг, који зависи од уклоњеног слоја контаминације или слоја оксида. Овај ефекат прага је веома важан за ефикасно чишћење, уз осигурање безбедности материјала подлоге. Појава плазме такође има други праг. Ако густина енергије пређе овај праг, материјал подлоге ће бити оштећен. Да би се извршило ефикасно чишћење, уз осигурање безбедности материјала подлоге, параметри ласера морају се подесити у складу са ситуацијом како би се осигурало да је густина енергије светлосног импулса строго између два прага. Године 2001, Џ. М. Ли и др. искористили су карактеристику да ласери велике снаге производе плазма ударне таласе када су фокусирани и користили су импулсни ласер са густином енергије од 2,0 Ј/цм2 (много више од прага оштећења силицијумских плочица) за зрачење паралелно са силицијумском плочицом, успешно чистећи честице волфрама величине 1 μм адсорбоване на површини силицијумске плочице. Ова метода чишћења се назива чишћење ласерским плазма ударним таласом, и строго говорећи, чишћење ласерским плазма ударним таласом је врста сувог ласерског чишћења. Првобитна сврха ове три технологије ласерског чишћења била је чишћење ситних честица на површини полупроводничких плочица. Може се рећи да се технологија ласерског чишћења појавила са развојем полупроводничке технологије. Међутим, технологија ласерског чишћења се континуирано примењује у другим областима, као што су чишћење калупа за гуме, уклањање боје са површине авиона и рестаурација површинских артефаката. Док је под ласерским зрачењем, инертни гас се може дувати на површину подлоге. Када се загађивачи одлепе са површине, гас ће их одмах одувати са површине како би се избегло поновно загађење и оксидација површине.
Theпримена технологије ласерског чишћења
1) У области полупроводника, чишћење полупроводничких плочица и оптичких подлога подразумева исти процес, а то је обрада сировина у потребне облике резањем, брушењем итд. Током овог процеса, уносе се честице загађивача, које је тешко уклонити и узрокују озбиљне проблеме са поновљеном контаминацијом. Загађивачи на површини полупроводничких плочица могу утицати на квалитет штампања на штампаним плочама, тиме скраћујући век трајања полупроводничких чипова. Загађивачи на површини оптичких подлога могу утицати на квалитет оптичких уређаја и премаза и могу довести до неравномерне расподеле енергије, скраћујући век трајања. Пошто је ласерско хемијско чишћење склоно оштећењу површине подлоге, ова метода чишћења се мање користи у чишћењу полупроводничких плочица и оптичких подлога. Ласерско мокро чишћење и чишћење ласерским плазма ударним таласом имају успешније примене у овој области. Сју Чуањи и др. проучавали су наношење микроскопске посебне магнетне боје на површину ултра глатких оптичких подлога као диелектричног филма, а затим су користили импулсни ласер за чишћење. Ефекат чишћења је био добар, иако се број честица нечистоћа по јединици површине повећао, величина и површина покривености честица нечистоћа су значајно смањене. Ова метода може ефикасно очистити микро честице нечистоћа на површини ултра глатких оптичких подлога. Џанг Пинг је проучавао утицај радне удаљености и енергије ласера на ефекат чишћења загађивача различитих величина честица у технологији ласерског плазма чишћења. Експериментални резултати су показали да је за честице полистирена на проводљивим стакленим подлогама оптимална радна удаљеност за енергију од 240 mJ била 1,90 mm. Како се енергија ласера повећавала, ефекат чишћења се значајно побољшавао, а загађивачи великих честица се лакше чистили.
2) У области металних материјала, чишћење површина металних материјала разликује се од чишћења полупроводничких плочица и оптичких подлога. Загађивачи који се чисте припадају макроскопској категорији. Загађивачи на површини металних материјала углавном укључују оксидни слој (слој рђе), слој боје, премаз и друге додатке, и могу се класификовати на органске загађиваче (као што су слој боје, премаз) и неорганске загађиваче (као што је слој рђе). Чишћење површинских загађивача металних материјала углавном је потребно да би се испунили захтеви накнадне обраде или употребе, као што је уклањање око 10 μм оксидног слоја са површине делова легуре титанијума пре заваривања, уклањање оригиналног премаза боје са површине коже током великих поправки авиона ради олакшавања поновног прскања и редовно чишћење гумених честица причвршћених за калуп гумене гуме како би се осигурала чистоћа површине, квалитет и век трајања калупа. Праг оштећења металних материјала је виши од прага чишћења ласерским загађивачима њихове површине. Избором одговарајућег ласера снаге може се постићи бољи ефекат чишћења. Ова технологија је зрело примењена у неким областима. Ванг Лихуа и др. проучавали су примену технологије ласерског чишћења у третману оксидних слојева на површинама легура алуминијума и легура титанијума. Резултати истраживања показали су да употреба ласера са густином енергије од 5,1 Ј/цм2 може очистити оксидни слој на површини легуре алуминијума А5083-111Х уз одржавање доброг квалитета подлоге, а употреба импулсног ласера са просечном снагом од 100 W на начин скенирања може ефикасно очистити оксидни слој на површини легура титанијума и побољшати тврдоћу површине материјала. Домаће компаније као што су Ruike Laser, Daqu Laser и Shenzhen Chuangxin развиле су опрему за ласерско чишћење која се широко користи за чишћење гумених калупа као што су гуме, слојеви металне рђе и мрље од уља на површини компоненти.
3) У области културних реликвија, чишћење металних и камених реликвија и површина папира је неопходно како би се уклонили загађивачи попут прљавштине и мрља од мастила које се појављују на њиховим површинама због њихове дуге историје. Ове загађиваче је потребно уклонити да би се реликвије обновиле. Код папирних радова попут калиграфије и слика, када се неправилно складиште, буђ расте на њиховим површинама и формира мрље. Ове мрље озбиљно утичу на оригинални изглед папира, посебно код папира са високом културном или историјском вредношћу, што ће утицати на његово уважавање и заштиту. Жао Јинг и др. проучавали су изводљивост коришћења ултраљубичастог ласера за чишћење мрља од буђи на папирним свицима. Експериментални резултати су показали да коришћење ласера са густином енергије од 3,2 Ј/мм2 за једно скенирање може уклонити танке мрље, а двоструко скенирање може потпуно уклонити мрље. Међутим, ако је употребљена ласерска енергија превисока, оштетиће папирни свитак приликом уклањања мрља. Жанг Сјаотонг и др. успешно су рестаурирали позлаћену бронзану реликвију користећи метод вертикалног зрачења ласером у течном филму. Жанг Личенг и др. користили су технологију ласерског чишћења у рестаурацији осликане женске керамичке фигурице из династије Хан. Јуан Сјаодонг и др. проучавали су ефекат технологије ласерског чишћења у чишћењу камених реликвија и упоредили оштећења на телу пешчара пре и после чишћења, као и ефекте чишћења мрљама од мастила, загађења димом и загађења бојом.
Закључак: Технологија ласерског чишћења је релативно напредна техника, са широким истраживачким и применским перспективама у областима високе прецизности као што су ваздухопловство, војна опрема, електроника и електротехника. Тренутно се технологија ласерског чишћења успешно примењује у неким областима, захваљујући својим ефикасним, еколошки прихватљивим и одличним перформансама чишћења. Њене области примене се постепено шире. Развој технологије ласерског чишћења није само зрело примењен у областима као што су уклањање боје и рђе, већ је последњих година било извештаја о коришћењу ласера за чишћење оксидног слоја на металним жицама. Проширење постојећих области примене и развој нових области су основа развоја технологије ласерског чишћења. Истраживање и развој нове опреме за ласерско чишћење и развој нове опреме за ласерско чишћење показаће диференцијацију, што ће резултирати различитим функцијама. У будућности је могуће и постизање потпуно аутоматског ласерског чишћења кроз сарадњу са индустријским роботима. Тренд развоја технологије ласерског чишћења је следећи:
(1) Јачање истраживања теорије ласерског чишћења ради усмеравања примене технологије ласерског чишћења. Након прегледа великог броја докумената, утврђено је да не постоји зрео теоријски систем који подржава технологију ласерског чишћења и да се већина студија заснива на експериментима. Успостављање теоријског система ласерског чишћења је основа за даљи развој и зрелост технологије ласерског чишћења.
(2) Проширење постојећих поља примене и нова поља примене. Технологија ласерског чишћења успешно је примењена у областима као што су уклањање боје и рђе, а последњих година било је извештаја о коришћењу ласера за чишћење оксидног слоја на металним жицама. Проширење постојећих поља примене и развој нових поља су плодно тло за развој технологије ласерског чишћења.
(3) Истраживање и развој нове опреме за ласерско чишћење. Развој нове опреме за ласерско чишћење показаће диференцијацију. Једна врста је опрема са одређеном универзалношћу која покрива вишеструке области примене, као што је један уређај који може истовремено да обавља функције уклањања боје и рђе. Друга врста је специјализована опрема за специфичне потребе, као што је пројектовање специфичних уређаја или оптичких влакана за постизање функције чишћења загађивача у малим просторима. Кроз сарадњу са индустријским роботима, потпуно аутоматско ласерско чишћење је такође популаран правац примене.
Време објаве: 17. јул 2025.











