



Иако ултрабрзи ласери постоје већ деценијама, индустријска примена је брзо порасла у последње две деценије. У 2019. години, тржишна вредност ултрабрзихласерски материјалпрерада је износила приближно 460 милиона америчких долара, са сложеном годишњом стопом раста од 13%. Области примене у којима су ултрабрзи ласери успешно коришћени за обраду индустријских материјала укључују израду и поправку фотомаски у полупроводничкој индустрији, као и сечење силицијума, сечење/гравирање стакла и уклањање ITO филма (индијум-калај оксид) у потрошачкој електроници као што су мобилни телефони и таблети, текстурирање клипова за аутомобилску индустрију, производњу коронарних стентова и производњу микрофлуидних уређаја за медицинску индустрију.

01 Производња и поправка фотомаски у полупроводничкој индустрији
Ултрабрзи ласери су коришћени у једној од најранијих индустријских примена у обради материјала. IBM је известио о примени фемтосекундне ласерске аблације у производњи фотомаски 1990-их. У поређењу са наносекундном ласерском аблацијом, која може да произведе прскање метала и оштећење стакла, фемтосекундне ласерске маске не показују прскање метала, оштећење стакла итд. Предности. Ова метода се користи за производњу интегрисаних кола (ИЦ). Производња ИЦ чипа може захтевати до 30 маски и коштати >100.000 долара. Фемтосекундна ласерска обрада може да обрађује линије и тачке испод 150 нм.
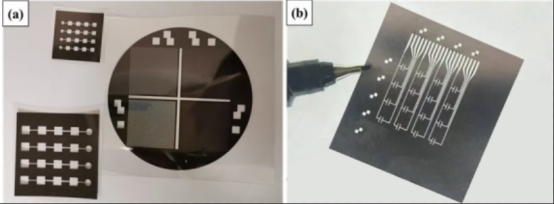
Слика 1. Израда и поправка фотомаске
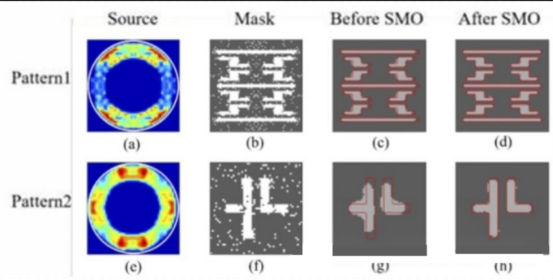
Слика 2. Резултати оптимизације различитих образаца маски за екстремно ултраљубичасту литографију
02 Резање силицијума у полупроводничкој индустрији
Сечење силицијумских плочица је стандардни производни процес у полупроводничкој индустрији и обично се изводи механичким сечењем. Ови точкови за сечење често развијају микропукотине и тешко их је сећи на танке (нпр. дебљине < 150 μм) плочице. Ласерско сечење силицијумских плочица се користи у полупроводничкој индустрији већ дуги низ година, посебно за танке плочице (100-200 μм), и врши се у више корака: ласерско жлебљење, након чега следи механичко одвајање или прикривено сечење (тј. инфрацрвени ласерски зрак унутар силицијумског жлебљења) након чега следи механичко одвајање траке. Наносекундни импулсни ласер може да обради 15 плочица на сат, а пикосекундни ласер може да обради 23 плочице на сат, са вишим квалитетом.
03 Сечење/гравирање стакла у индустрији потрошне електронике
Екрани осетљиви на додир и заштитне наочаре за мобилне телефоне и лаптопове постају све тањи, а неки геометријски облици су закривљени. Због тога је традиционално механичко сечење теже. Типични ласери обично производе лош квалитет реза, посебно када су ови стаклени дисплеји наслагани у 3-4 слоја, а горње заштитно стакло дебљине 700 μм је каљено, што може да се сломи под локализованим напрезањем. Показало се да ултрабрзи ласери могу да секу ова стакла са бољом чврстоћом ивица. За сечење великих равних панела, фемтосекундни ласер може се фокусирати на задњу површину стаклене плоче, гребући унутрашњост стакла без оштећења предње површине. Стакло се затим може разбити механичким или термичким средствима дуж урезаног узорка.
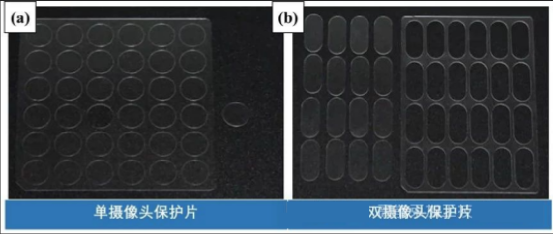
Слика 3. Пикосекундно ултрабрзо ласерско сечење стакла специјалног облика
04 Текстуре клипова у аутомобилској индустрији
Лагани аутомобилски мотори су направљени од легура алуминијума, које нису толико отпорне на хабање као ливено гвожђе. Студије су откриле да фемтосекундна ласерска обрада текстура клипова аутомобила може смањити трење до 25% јер се остаци и уље могу ефикасно складиштити.

Слика 4. Фемтосекундна ласерска обрада клипова аутомобилских мотора ради побољшања перформанси мотора
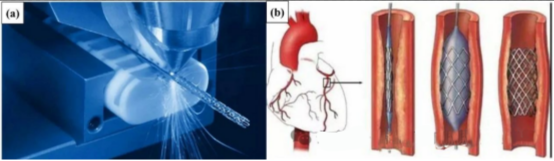
05 Производња коронарних стентова у медицинској индустрији
Милиони коронарних стентова се имплантирају у коронарне артерије тела како би се отворио канал за проток крви у иначе зачепљене крвне судове, спасавајући милионе живота сваке године. Коронарни стентови се обично праве од металне (нпр. нерђајући челик, легура никл-титанијума са меморијом облика или, у скорије време, легура кобалт-хрома) жичане мреже са ширином подупирача од приближно 100 μм. У поређењу са ласерским сечењем дугим импулсом, предности коришћења ултрабрзих ласера за сечење заграда су висок квалитет сечења, боља површинска обрада и мање отпадака, што смањује трошкове пост-обраде.
06 Производња микрофлуидних уређаја за медицинску индустрију
Микрофлуидни уређаји се често користе у медицинској индустрији за тестирање и дијагнозу болести. Обично се производе микробризгањем појединачних делова, а затим спајањем лепљењем или заваривањем. Ултрабрза ласерска израда микрофлуидних уређаја има предност у производњи 3Д микроканала унутар провидних материјала као што је стакло, без потребе за везама. Једна метода је ултрабрза ласерска израда унутар стакла након чега следи мокро хемијско нагризање, а друга је фемтосекундна ласерска аблација унутар стакла или пластике у дестилованој води ради уклањања остатака. Други приступ је машинско изрезивање канала у површини стакла и њихово заптивање стакленим поклопцем путем фемтосекундног ласерског заваривања.
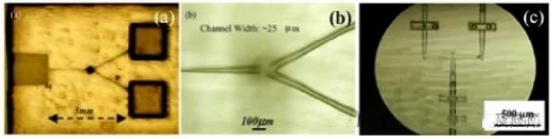
Слика 6. Селективно нагризање индуковано фемтосекундним ласером за припрему микрофлуидних канала унутар стаклених материјала
07 Микро бушење млазнице инјектора
Фемтосекундна ласерска обрада микрорупа заменила је микро-ЕДМ код многих компанија на тржишту инјектора под високим притиском због веће флексибилности у промени профила отвора за проток и краћег времена обраде. Могућност аутоматске контроле положаја фокуса и нагиба снопа кроз прецесиону главу за скенирање довела је до дизајна профила отвора (нпр. цев, бљесак, конвергенција, дивергенција) који могу подстаћи атомизацију или пенетрацију у комору за сагоревање. Време бушења зависи од запремине аблације, са дебљином бургије од 0,2 – 0,5 мм и пречником рупе од 0,12 – 0,25 мм, што ову технику чини десет пута бржом од микро-ЕДМ-а. Микробушење се изводи у три фазе, укључујући грубу и завршну обраду пилот рупа. Аргон се користи као помоћни гас за заштиту бушотине од оксидације и за заштиту финалне плазме током почетних фаза.
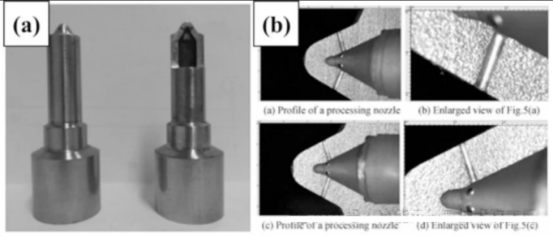
Слика 7. Фемтосекундна ласерска високопрецизна обрада инвертованог конусног отвора за млазницу дизел мотора
08 Ултрабрзо ласерско текстурирање
Последњих година, како би се побољшала тачност обраде, смањило оштећење материјала и повећала ефикасност обраде, област микрообраде постепено је постала фокус истраживача. Ултрабрзи ласер има разне предности обраде, као што су мала оштећења и висока прецизност, што је постало фокус промоције развоја технологије обраде. Истовремено, ултрабрзи ласери могу деловати на различите материјале, а ласерска обрада оштећења материјала је такође главни правац истраживања. Ултрабрзи ласер се користи за аблацију материјала. Када је густина енергије ласера већа од прага аблације материјала, површина аблираног материјала ће показати микро-нано структуру са одређеним карактеристикама. Истраживања показују да је ова посебна површинска структура уобичајена појава која се јавља приликом ласерске обраде материјала. Припрема површинских микро-нано структура може побољшати својства самог материјала, а такође омогућити развој нових материјала. Због тога је припрема површинских микро-нано структура ултрабрзим ласером техничка метода са важним развојним значајем. Тренутно, за металне материјале, истраживања ултрабрзог ласерског текстурирања површине могу побољшати својства влажења металне површине, побољшати својства трења и хабања површине, побољшати адхезију премаза и усмерену пролиферацију и адхезију ћелија.
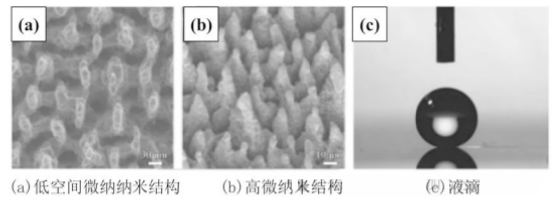
Слика 8. Суперхидрофобна својства ласерски припремљене силицијумске површине
Као најсавременија технологија обраде, ултрабрза ласерска обрада има карактеристике мале зоне утицаја топлоте, нелинеарног процеса интеракције са материјалима и обраде високе резолуције изван границе дифракције. Може да оствари висококвалитетну и високо прецизну микро-нано обраду различитих материјала и израду тродимензионалних микро-нано структура. Постизање ласерске производње специјалних материјала, сложених структура и специјалних уређаја отвара нове могућности за микро-нано производњу. Тренутно се фемтосекундни ласер широко користи у многим најсавременијим научним областима: фемтосекундни ласер се може користити за припрему различитих оптичких уређаја, као што су низови микросочива, бионичке сложене очи, оптички таласоводи и метаповршине; користећи своју високу прецизност, високу резолуцију и могућности тродимензионалне обраде, фемтосекундни ласер може да припреми или интегрише микрофлуидне и оптофлуидне чипове као што су компоненте микрогрејача и тродимензионални микрофлуидни канали; Поред тога, фемтосекундни ласер такође може да припреми различите врсте површинских микро-наноструктура како би се постигле антирефлексне, антирефлексне, суперхидрофобне, против залеђивања и друге функције; не само то, фемтосекундни ласер је такође примењен у области биомедицине, показујући изванредне перформансе у областима као што су биолошки микро-стентови, супстрати за ћелијске културе и биолошко микроскопско снимање. Широки изгледи примене. Тренутно, области примене фемтосекундне ласерске обраде се шире из године у годину. Поред горе поменуте микро-оптике, микрофлуидике, мултифункционалних микро-наноструктура и примена у биомедицинском инжењерству, он такође игра огромну улогу у неким новим областима, као што су припрема метаповршина, производња микро-нано и вишедимензионално оптичко складиштење информација итд.
Време објаве: 17. април 2024.











