



Ласерско заваривањеје нова врста методе заваривања.Ласерско заваривањеје првенствено намењен заваривању танкозидних материјала и прецизних делова. Може да реализује тачкасто заваривање, сучеоно заваривање, заваривање слојева, заваривање заптивача итд. Његове карактеристике су: висок однос ширине и висине, ширина шава је мала, зона утицаја топлоте је мала, деформација је мала, а брзина заваривања је велика. Заварени шав је гладак и леп, и није потребна никаква обрада или су потребни само једноставни поступци обраде након заваривања. Квалитет завара је висок и нема пора. Нечистоће у основном металу могу се смањити и оптимизовати. Структура се може рафинисати након заваривања. Чврстоћа и жилавост завара су најмање једнаке или чак веће од оних код основног метала. Може се прецизно контролисати, фокусирана светлосна тачка је мала, може се позиционирати са великом прецизношћу и лако се реализује аутоматизација. Може постићи заваривање између одређених различитих материјала.
1. Ласерско самофузијско заваривање
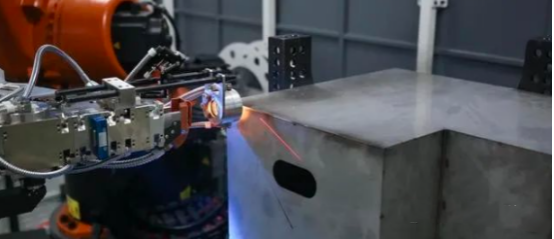
Ласерско заваривањеКористи одличну усмереност и високу густину снаге ласерског зрака за рад. Ласерски зрак се фокусира на малу површину кроз оптички систем, формирајући високо концентровани извор топлоте у завареном подручју за веома кратко време. подручје, тако да се предмет који се заварује топи и формира јаку тачку заваривања и шав заваривања. Ласерско заваривање: велики однос ширине и висине; велика брзина и велика прецизност; мали унос топлоте и мала деформација; бесконтактно заваривање; није под утицајем магнетних поља и нема потребе за усисавањем.
2. Заваривање ласерском жицом за пуњење
Ласерско заваривање жицом за пуњењеодноси се на метод претходног пуњења специфичних материјала за заваривање у завару, а затим њиховог топљења ласерским зрачењем или пуњења материјала за заваривање током ласерског зрачења да би се формирао заварени спој. У поређењу са заваривањем без додатне жице, ласерско заваривање додатном жицом решава проблем строгих захтева за обраду и монтажу радних предмета; може заваривати дебље и веће делове са мањом снагом; подешавањем састава додатне жице могу се контролисати структурна својства подручја завара.

3. Ласерско заваривање
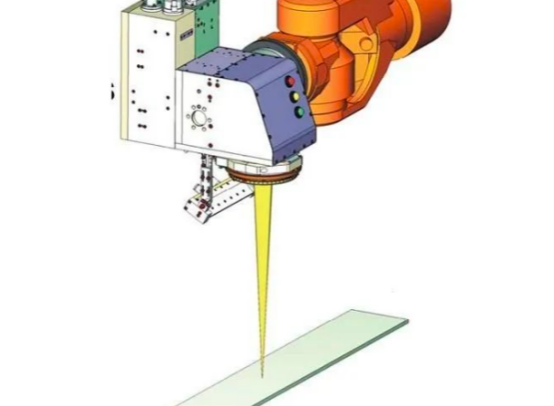
Даљинско ласерско заваривањеОдноси се на методу ласерског заваривања која користи галванометар за скенирање велике брзине за обраду на великим радним удаљеностима. Има високу тачност позиционирања, кратко време, велику брзину заваривања и високу ефикасност; неће ометати уређај за заваривање и има мању контаминацију оптичких сочива; завари било ког облика могу се прилагодити ради оптимизације структурне чврстоће итд. Генерално, заварени шав нема заштиту од гаса и прскање је велико. Углавном се користи код танких челичних плоча високе чврстоће, поцинкованих челичних плоча и других производа као што су панели каросерије.
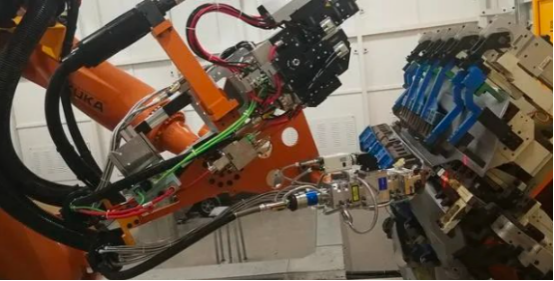
Ласерски зрак који емитује ласерски генератор фокусира се на површину жице за заваривање и загрева се, што узрокује топљење жице за заваривање (основни метал се не топи), влажење основног метала, попуњавање спојног зазора и комбиновање са основним металом да би се формирао завар ради постизања добре везе.
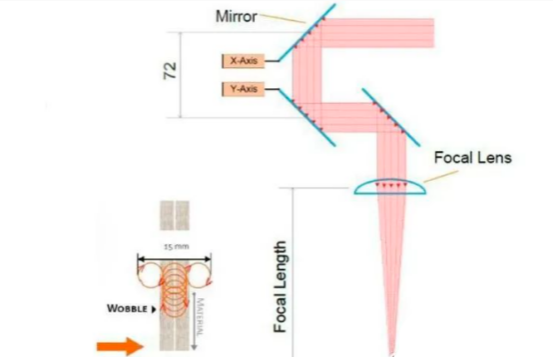
Померањем унутрашњег рефлектујућег сочива главе за заваривање, контролише се замах ласера како би се мешао заваривачки базен, подстакло преливање гаса из базена и пречистила зрна. Истовремено, може се смањити и осетљивост ласерског заваривања на зазор улазног материјала. Посебно је погодно за заваривање легура алуминијума, бакра и различитих материјала.
6. Хибридно заваривање ласерским луком
Ласерско-лучно хибридно заваривањекомбинује два ласерска и лучна извора топлоте са потпуно различитим физичким својствима и механизмима преноса енергије како би се формирао нови и ефикасан извор топлоте. Карактеристике хибридног заваривања: 1. У поређењу са ласерским заваривањем, способност премошћавања је побољшана, а структура је побољшана. 2. У поређењу са лучним заваривањем, деформација је мала, брзина заваривања је велика, а дубина продирања је велика. 3. Искоришћавање предности сваког извора топлоте и надокнађивање њихових одговарајућих недостатака, 1+1>2.

Време објаве: 25. октобар 2023.











